
服务热(rè)线:
0379-69996100
服务热(rè)线:
0379-69996100
服务热(rè)线:0379-69996100
手机(jī):13837915904 闫经(jīng)理
邮箱:luoyangweichuang@126.com
公(gōng)司地(dì)址:洛(luò)阳市涧(jiàn)西区(qū)大所工业园
网址:www.heilongjiang.yichun.huangnan.sys.jixi.ww38.viennacitytours.com

平顶山废酸裂解装置燃烧器供应主(zhǔ)要内容:介绍(shào)了乙(yǐ)烯装置 6 台(tái)裂解(jiě)炉低(dī)氮(dàn)改造的整体状况、 改造目标、 主要改造内容, 改(gǎi)造投用后的运行(háng)检测情(qíng)况。废酸裂解(jiě)装置燃烧器阐述了裂解炉低氮燃烧器改(gǎi)造后正常运行工况调试(shì)检测情况(kuàng), 着重介绍了(le)烧焦工况(kuàng)的操作和检测(cè)情(qíng)况(kuàng),为后续裂解炉烧(shāo)焦工况操作调整以及同行(háng)业低(dī)氮燃烧器改造成果的实现提供借鉴。
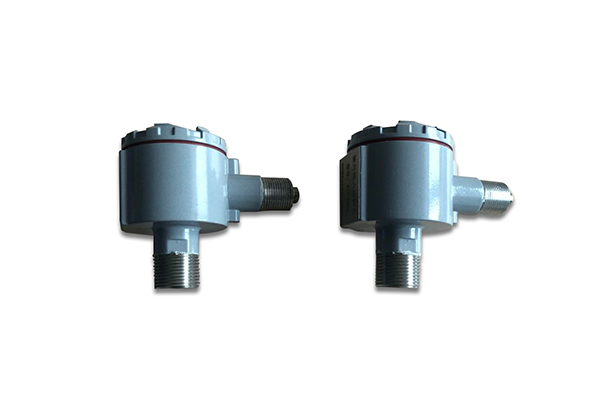
平顶山定(dìng)制废(fèi)酸裂解装置燃烧器燃烧器(qì)可以分为旋流式和直流式两(liǎng)大类,它们的布置方(fāng)式各不相(xiàng)同(tóng)。旋(xuán)流式燃(rán)烧器——般采用前墙或对冲布置,而直(zhí)流(liú)式燃(rán)烧器则(zé)通常(cháng)采(cǎi)用四角切(qiē)向布(bù)置(zhì)。因此(cǐ),在比较这两类燃烧设备时(shí),必须考虑由于(yú)布(bù)置方(fāng)式不同而产生的特点。平顶山废酸裂解装置燃烧器1.前墙布置;,前墙布置的优点(diǎn),是(shì)磨(mó)煤机可以布置(zhì)在炉前,通往燃烧器的煤粉管道较(jiào)短(duǎn),阻力;较(jiào)小,便(biàn)于使(shǐ)分(fèn)配到各个燃烧器的煤粉和空气量比较均(jun1)匀燃烧(shāo)机炉(lú)膛截面尺寸(cùn)的确定可以比较自由,便于和对流烟(yān)道的尺(chǐ)寸以及(jí)汽(qì)包长度相(xiàng)配合。如(rú)果燃(rán)烧(shāo)器(qì)的单个热功率选择(zé)得恰当且布置得(dé)合(hé)理(lǐ),炉(lú)膛出口烟气温度(dù)偏差(chà)可(kě)。前墙布置的缺点是炉膛火焰充满度较差,有较大的涡流区,使炉臆客积的有效利用率较低。炉(lú)膛上部(bù)的折焰(yàn)角可以(yǐ)在一定(dìng)程度上(shàng)提(tí)高(gāo)炉膛(táng)的利用率(lǜ)。此外(wài),炉内火(huǒ)焰的扰动(dòng)较小,后期混合较差。在低负荷或(huò)磨(mó)煤机检修时,切断部分燃(rán)烧器后,可能引起炉内温度分布和烟气流(liú)动的不均匀。燃烧器前墙布置的锅炉的容量不能太大,但是根据拔伯葛(gě)公司的经(jīng)验,大容量也寸达500MW。拔(bá)伯葛公司生产的(de)锅炉炉膛尺寸(cùn)。

平顶山定(dìng)制废酸裂解(jiě)装置燃烧器供应1.断开(kāi)电源,检查(chá)控制柜的(de)机架(jià)是否有可靠的接地,并使接地电(diàn)阻不大于(yú)4Ω。2.控制柜上有不同(tóng)性质(zhì)的电压(直(zhí)流110V;交流单相220V;三相交(jiāo)流),平顶山废酸裂解装置燃烧器在维修保养时(shí)必须(xū)分清电路(lù),防止发生短路(lù)事(shì)故。3.控制柜上的全部电器开关(guān),应动作灵活(huó)可靠,无显著噪声,连(lián)接线(xiàn)结头和接(jiē)线柱应无松动现象,动触头连接线结(jié)头处钢丝应无断裂现象。4.用软刷或(huò)吹风(fēng)清除(chú)屏(píng)板插件和全(quán)部电磁开关零件的积尘(chén),并检查控制(zhì)柜(guì)内(nèi)电器开关(guān)触头的状态,接触情况,线圈外表的绝缘以及(jí)机械部件的动作(zuò)是否(fǒu)可靠。5.更换熔丝时,应使熔(róng)断电流与该回路的电流相(xiàng)匹配(pèi)。

平顶山定制废(fèi)酸裂解装置(zhì)燃烧(shāo)器供(gòng)应电子式高频高压点火器:功率大,点火能(néng)量(liàng)高产(chǎn)生(shēng)火花(huā)温度高,但(dàn)点火时间普遍不(bú)超5分钟,否则容易发热,烧坏,而体积(jī)大(dà)而重,安装运输(shū)难。平顶(dǐng)山废(fèi)酸裂解装置燃(rán)烧器线圈(quān)矽钢片式(shì)点火器:功(gōng)率(lǜ)大,能量高产生火花温度(dù)高,点火时间10分钟左右,否则(zé)发热烧坏,体积较小而轻,但国(guó)产(chǎn)普遍(biàn)质量不好被进口(kǒu)占(zhàn)领(lǐng)90%市场。

平顶山废酸裂(liè)解装置燃烧器(qì)供应系统是一种一体化自动控制系统,采用目前燃(rán)烧(shāo)系(xì)统(tǒng)中较为(wéi)成熟和先(xiān)进的双交叉限幅控(kòng)制技术(shù)。废酸裂解装置燃烧器系统中利用热电偶测量(liàng)炉(lú)膛(táng)温度,传输至PLC,由程序进(jìn)行运算(suàn),并与设定值进(jìn)行比较,然后输出(chū)信号至(zhì)助燃空(kōng)气阀、燃气阀(fá),使助燃空气(qì)阀和燃气阀按比例调整开度。由(yóu)于助燃空(kōng)气阀和燃气阀(fá)之(zhī)间存在着(zhe)相互制约又(yòu)相互促进的(de)关系,双交叉(chā)限(xiàn)幅控制技术能够(gòu)有效限制任何一种量(liàng)的突然变动(dòng),保证炉膛(táng)温度能够平稳变化,并(bìng)在炉膛温度达到设定值之后保持稳定,防止炉(lú)温的剧烈(liè)变(biàn)化,促进(jìn)安生产。




